

Sanitary Design: The Next Worthy Investment
Text by ANGELA KRISTEL DALAO, RMic
Food safety practices have been in place long before man understood the intricacies of why food needed to be cooked, dried, or salted to keep it longer and lower the risk of contracting a disease. The same is true for having provisions for washing hands before eating. In fact, water treatment methods have even been used by the ancient Greeks as early as 2000 BC. Despite engaging in correct food safety practices, microorganisms have been and will always be a concern when it comes to water and food safety. Fortunately, advancements in microbiology has enabled us to study and better understand how to control these organisms to help make our food ultimately safer.

ACCEPTANCE OF FOOD SAFETY MANAGEMENT SYSTEMS IN THE INDUSTRY
Of the three usual hazards in food processing - namely physical, biological, and chemical hazards, biological hazards are the most challenging to control. Physical hazards can be sifted out and detected with appropriate methods throughout the production process while chemical hazards can be screened during the initial phase to avoid being incorporated into the material. Biological hazards especially microorganisms, on the other hand, while can mostly be eliminated by heat treatment, has the ability to multiply and thrive in certain conditions, hence being an index of a product’s shelf life stability. While irradiation can potentially address lapses in controlling biological hazards during the production process, this is not a widely used technology due to costs and ethical constraints. Consequently, food and beverage manufacturers generally depend on Good Manufacturing Practices (GMP) and several Food Safety Management System (FSMS) programs to control biological hazards.
Nowadays, having an FSMS certification or accreditation on top of the requisite GMP is slowly but steadily becoming a necessity as opposed to an advantage. With the advent of technology, information dissemination is faster and easier, creating more informed and discerning consumers. Quality is no longer a brand’s sole identity - the ability to ensure the safety of the consumers is given much priority evident in how large corporate brands have collapsed due to a single food safety breach. Knowing that a company has an FSMS accreditation gives confidence to a consumer that the food they are going to purchase is safe and wholesome.
SANITARY DESIGN: A BUSINESS PERSPECTIVE
While food manufacturers, among several in-house departments, have a common goal in producing quality and safe food; it is not unusual to find Quality Assurance (QA) in confIict with Plant Operations. While FSMS certification is known to be a necessary investment of a food processing company, sanitary design is a completely different aspect many companies seem to forego. FSMS certification has already been accepted as a necessary investment by most upper management groups of food processing companies, but what of sanitary design?
The sanitary design of a facility or an equipment is heavily oriented towards the avoidance of microbiological contamination and colonization, much like the goals of Hazard Analysis and Critical Control Point (HACCP). Sanitary design principles are a set of guidelines that help choose particular equipment or facility design. Sanitary design is not mandatory and will entail higher capital expenditure making it wrongly perceived as an unnecessary cost making many food manufacturers hesitant to invest in it. However, the benefits of employing sanitary design principles outweigh the costs especially after full scrutiny of the entire system.
For example, the comparison between aluminum and stainless steel. While aluminum is lighter and more affordable than stainless steel, the latter remains the material of choice for food contact surfaces. Stainless steel is more resistant to corrosion and is not as easy to warp or scratch compared to aluminum therefore allowing it to maintain its integrity for a longer period of time. Scratches and pock marks can be points of harborage for product residues and microorganisms making it more challenging to achieve an acceptable level of cleanliness. While aluminum is acceptable, special care is needed to ensure that specific cleaning procedures are used to prevent corrosion. Should pock marks and scratches be present, these areas must be cleaned with more focus to ensure that appropriate level of sanitation is reached. Aluminum would also have a shorter lifespan therefore needing a more frequent replacement schedule.
Another good example is the cost of durable, non-reactive, self-draining fIoors. Modern fIooring options such as epoxy or polyurethane resin are more popular with reason - they are easy to clean, non-reactive, not prone to fissures or cracking, and does not retain moisture. Compared to cheaper alternatives, such fIoors will last longer with very minimal maintenance requirements. Self-draining features not only promotes safety by ensuring there is no standing water or puddles but it also frees up manpower hours spent on using squeegees to push liquids into drains throughout the day. The savings on maintenance and freed manpower hours as well as the lowered risk of harboring microorganisms offsets the initial cost of investment by a great margin.
THE BEGINNINGS OF SANITARY DESIGN
Sanitary design principles are logical guidelines that aim to ensure the safety of the product by minimizing risk of contamination. The International Organization for Standardization (ISO) and NSF International released standards and guidelines regarding hygienic machinery design. In 2001, board members from the American Meat Institute (AMI), now known as the North American Meat Institute (NAMI), which is comprised of executives from different meat processors, initiated an effort to combine their best food safety practices to come up with a uniform set of guidelines or principles applicable to their industry. This led to the creation of the Equipment Design Task Force (EDTF), whose members include engineers, sanitarians, and quality assurance managers from big multinational companies. They recognized that while there are existing sanitary standards for equipment design, they are mostly hard to comprehend due to their complexity.

NAMI’S 10 PRINCIPLES OF EQUIPMENT SANITARY DESIGN
- CLEANABLE TO A MICROBIOLOGICAL LEVEL
- MADE OF COMPATIBLE MATERIALS
- ACCESSIBLE FOR INSPECTION, MAINTENANCE, CLEANING AND SANITATION
- NO PRODUCT OR LIQUID COLLECTION
- HOLLOW AREAS SHOULD BE HERMETICALLY SEALED
- NO NICHES
- SANITARY OPERATIONAL PERFORMANCE
- HYGIENIC DESIGN OF MAINTENANCE ENCLOSURES
- HYGIENIC COMPATIBILITY WITH OTHER PLANT SYSTEMS
- VALIDATED CLEANING AND SANITIZING PROTOCOLS
- Food equipment must be constructed and be maintained to ensure that the equipment can be effectively and efficiently cleaned and sanitized over its lifetime. The removal of all food materials is critical. This means preventing bacterial ingress, survival, growth, and reproduction. This includes product and non-product contact surfaces of the equipment. The nature of use, frequency of traffic, and type of products that it will be exposed to must be considered when choosing equipment.
- Construction materials used for equipment must be completely compatible with the product, environment, cleaning and sanitizing chemicals, and the methods of cleaning, and sanitation. Care must be taken to avoid the use of cleaning chemicals that may strip or corrode protective layers applied to the construction material.
- All parts of the equipment shall be readily accessible for inspection, maintenance, cleaning, and sanitation without the use of tools. There must be no harborage areas that may escape the attention of cleaners or inspectors alike.
- Equipment should be self-draining to assure that liquid, which can harbor or promote the growth of bacteria, does not accumulate, pool or condense on the equipment.
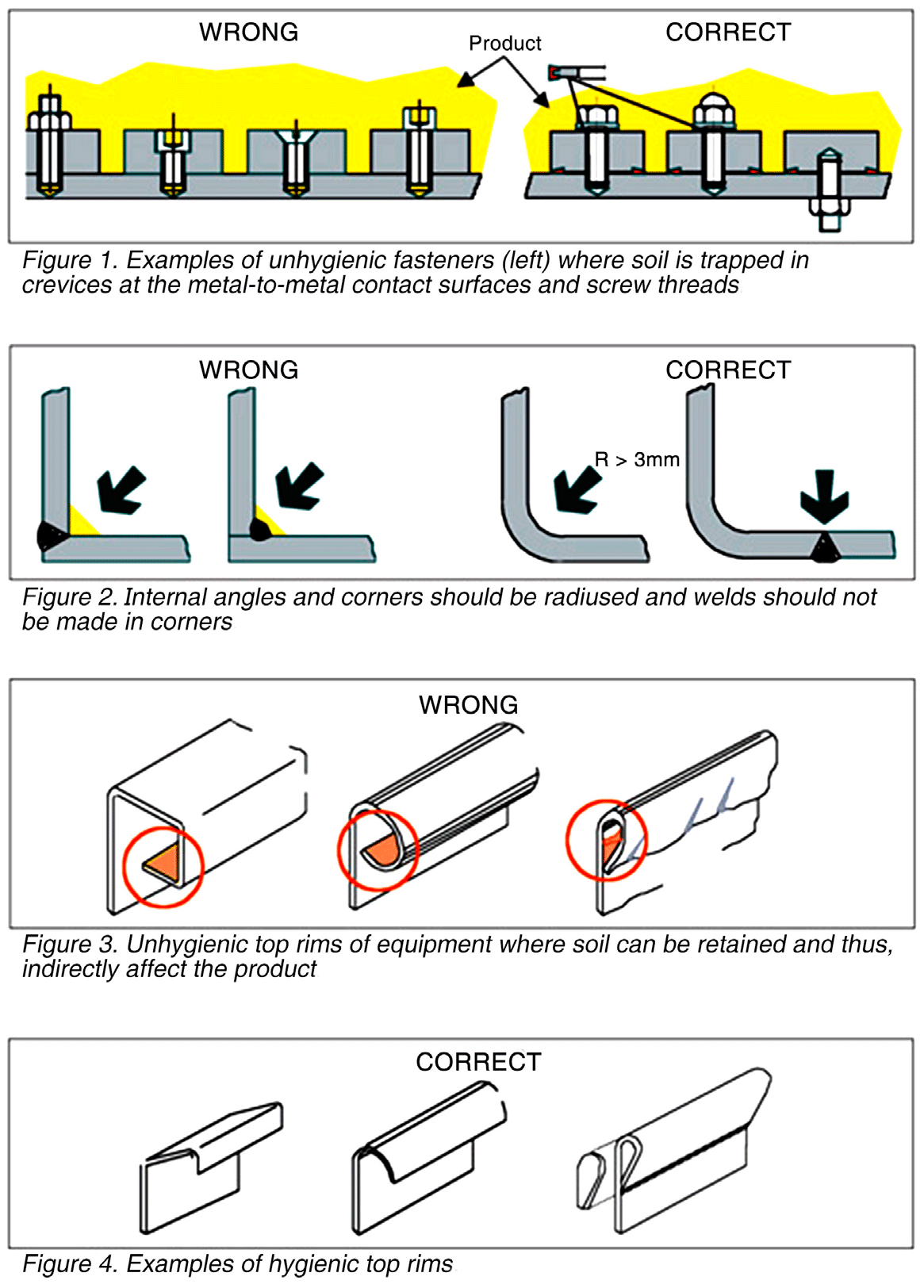
- Hollow areas of equipment such as frames and rollers must be eliminated wherever possible or permanently sealed. Bolts, studs, mounting plates, brackets, junction boxes, nameplates, end caps, sleeves and other items must be continuously welded to surfaces, not attached via drilled and taped holes.
- Equipment parts should be free of niches such as pits, cracks, corrosion, recesses, open seams, gaps, lap seams, protruding ledges, inside threads, bolt rivets, and dead ends.
- During normal operations, the equipment must perform so it does not contribute to unsanitary conditions or the harborage and growth of bacteria.
- Maintenance enclosures and human machine interfaces such as push buttons, valve handles, switches, and touchscreens, must be designed to ensure that product residue or water does not penetrate or accumulate in and on the enclosure or interface. Also, physical design of the enclosures should be sloped or pitched to avoid use as a storage area or residue accumulation point.
- Equipment that requires additional sub systems, such as exhaust, drainage, or automated cleaning systems, does not create sanitary design risk because of the soil load, operational conditions, or standard sanitation operating procedures. Consideration is given to exhaust duct design, the ability for drain lines to remove effIuent effectively (especially when dealing with vessels), and the effectiveness of Clean-In-Place (CIP) systems for the process.
- Procedures for cleaning and sanitation must be clearly written, designed, and proven effective and efficient. Chemicals recommended for cleaning and sanitation must be compatible with the equipment and the manufacturing environment.
NAMI’S 11 FOOD FACILITY SANITARY DESIGN PRINCIPLES
- DISTINCT HYGIENIC ZONES ESTABLISHED IN THE FACILITY
- PERSONNEL & MATERIAL FLOWS CONTROLLED TO REDUCE HAZARDS
- WATER ACCUMULATION CONTROLLED INSIDE THE FACILITY
- ROOM TEMPERATURE & HUMIDITY CONTROLLED
- ROOM AIR FLOW & ROOM AIR QUALITY CONTROLLED
- SITE ELEMENTS FACILITATE SANITARY CONDITIONS
- BUILDING ENVELOPE FACILITATES SANITARY CONDITIONS
- INTERIOR SPATIAL DESIGN PROMOTES SANITATION
- BUILDING COMPONENTS & CONSTRUCTION FACILITATE SANITARY CONDITIONS
- UTILITY SYSTEMS DESIGNED TO PREVENT CONTAMINATION
- SANITATION INTEGRATED INTO FACILITY DESIGN
- Maintain strict physical separations that reduce the likelihood of hazards transferring from one area of the plant to another area, or from one process to another process. Facilitate necessary storage and management of equipment, waste, and temporary clothing to reduce the likelihood of transfer of hazards.
- Establish traffic and process fIows that control movement of production workers, managers, visitors, QA staff, sanitation and maintenance personnel, products, ingredients, rework, and packaging materials to reduce food safety risks.
- Design and construct a building system (fIoors, walls, ceilings, and supporting infrastructure) that prevents the development and accumulation of water. Ensure that all water positively drains from the process area and that these areas will dry during the allotted time frames.
- Control room temperature and humidity to facilitate control of microbial growth. Keeping process areas cold and dry will reduce the likelihood of growth of potential foodborne pathogens. Ensure that the HVAC/refrigeration systems serving process areas will maintain specified room temperatures and control room air dew point to prevent condensation. Ensure that control systems include a cleanup purge cycle (heated air make-up and exhaust) to manage fog during sanitation and to dry out the room after sanitation.
- Design, install, and maintain HVAC/refrigeration systems serving process areas to ensure that air fIow will be from cleaner to less clean areas. Adequately filter air to control contaminants, provide outdoor makeup air to maintain specified air fIow, minimize condensation on exposed surfaces, and capture high concentrations of heat, moisture, and particulates at their source.
- Provide site elements such as exterior grounds, lighting, grading, and water management systems to facilitate sanitary conditions for the site. Control access to and from the site.
- Design and construct all openings in the building envelope (doors, louvers, fans, and utility penetrations) so that insects and rodents have no harborage around or inside the building perimeter, and have no easy route into the facility. Design and construct envelope components to enable easy cleaning and inspection.
- Provide interior spatial design that enables cleaning, sanitation,
and maintenance of building components and processing equipment.
- Design building components to prevent harborage points, ensuring sealed joints and the absence of voids. Facilitate sanitation by using durable materials and isolating utilities with interstitial spaces and standoffs.
- Design and install utility systems to prevent the introduction of food safety hazards by providing surfaces that are cleanable to a microbiological level, using appropriate construction materials, providing access for cleaning, inspection and maintenance, preventing water collection points, and preventing niches and harborage points.
- Provide proper sanitation systems to eliminate the chemical, physical, and microbiological hazards existing in a food plant environment.
In 2002, the EDTF came up with 10 principles easily understood by manufacturers which they can adhere to when choosing or specifying equipment design. The goal was to optimize the design and performance criteria for equipment and related systems, as well as establish industry-wide specifications which will benefit the entire industry by promoting one standard design that will help reduce contamination and associated recalls. While the principles were initially created for the meat processing industry, other industries under food and beverage manufacturing can also benefit from these principles.
In 2004, NAMI also commissioned the Facility Design Task Force (FDTF), which developed 11 principles manufacturers can utilize to guide them in the construction of, or to evaluate the status of their existing facilities. Their mission statement is to establish sanitary design principles for the design, construction, and renovation of food processing facilities to reduce food safety hazards.
In 2009, the Grocery Manufacturers Association (GMA) modified NAMI’s principles on equipment design to better suit those used for low moisture foods. The association added provisions for separation of raw materials and cooked or processed products including prevention of cross-contamination as well as provision for equipment suppliers during manufacturing, cleaning, installation, and off-site repair of the equipment.
Other guidelines from different organizations have been released over the years but ultimately these guidelines or principles point to streamlining design principles to enable more consistent, more efficient, and therefore more effective cleaning procedures achieving the least risk possible. Consequently, adherence to these design principles will not only achieve safe products but potentially higher and more consistent quality as well. Some equipment might possess marketing claims such as being hygienically designed, however, food processors must not solely rely on these claims. Validation is a very important part in ensuring that the equipment is indeed true to its claims, and more importantly matches the needs and capabilities of a particular company. Moreover, constant verification is needed to ensure that existing practices are still effective and that the equipment in place is not compromised. Microorganisms are opportunistic, given a strategic place to colonize, they will surely thrive if left unchecked.

Sanitary design principles are not standards, therefore food manufacturers are in no way required to follow them. However, given the advantages that can be reaped by following these guidelines, the investment will always be worth it in the long run.
2013 Sanitary Equipment Design Taskforce (ed.). 2014. Sanitary equipment design principles: checklist & glossary. AMI Foundation, Washington, D.C.
GMA Sanitary Working Group. 2010. Equipment Design Checklist for Low Moisture Foods. Grocery Manufacturers Association, Washington, D.C.
Photo sources:
Food Safety Magazine
www.asia.ru
For interested subscribers or advertisers of Food Safety Trends Philippines Magazine, click here or send us an email at [email protected].